
ಉತ್ಪನ್ನ


SUS304/ ಟೆಫ್ಲಾನ್ ಕೋಟಿಂಗ್ ಕಾನ್ಸೆಂಟ್ರಿಕ್ ರಿಡ್ಯೂಸರ್
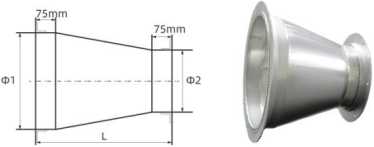

| ಲೇಖನ ಸಂ. | ವ್ಯಾಸ (ಮಿಮೀ) | ವ್ಯಾಸ (ಮಿಮೀ) | ಉದ್ದ (ಮಿಮೀ) | ದಪ್ಪ (ಮಿಮೀ) |
| RE-0100 | 100 |
|
| 0.8 (ಅಥವಾ ಗ್ರಾಹಕರ ವಿನಂತಿ) |
| RE-0150 | 150 |
|
| 0.8 (ಅಥವಾ ಗ್ರಾಹಕರ ವಿನಂತಿ) |
| RE-0200 | 200 |
|
| 0.8 (ಅಥವಾ ಗ್ರಾಹಕರ ವಿನಂತಿ) |
| RE-0250 | 250 |
|
| 0.8 (ಅಥವಾ ಗ್ರಾಹಕರ ವಿನಂತಿ) |
| RE-0300 | 300 |
|
| 0.8 (ಅಥವಾ ಗ್ರಾಹಕರ ವಿನಂತಿ) |
| RE-0350 | 350 |
|
| 0.8 (ಅಥವಾ ಗ್ರಾಹಕರ ವಿನಂತಿ) |
| RE-0400 | 400 |
|
| 1.0 (ಅಥವಾ ಗ್ರಾಹಕರ ವಿನಂತಿ) |
| RE-0450 | 450 |
|
| 1.0 (ಅಥವಾ ಗ್ರಾಹಕರ ವಿನಂತಿ) |
| RE-0500 | 500 |
|
| 1.0 (ಅಥವಾ ಗ್ರಾಹಕರ ವಿನಂತಿ) |
| RE-0550 | 550 |
|
| 1.0 (ಅಥವಾ ಗ್ರಾಹಕರ ವಿನಂತಿ) |
| RE-0600 | 600 |
|
| 1.0 (ಅಥವಾ ಗ್ರಾಹಕರ ವಿನಂತಿ) |
| RE-0650 | 650 |
|
| 1.0 (ಅಥವಾ ಗ್ರಾಹಕರ ವಿನಂತಿ) |
| RE-0700 | 700 |
|
| 1.2 (ಅಥವಾ ಗ್ರಾಹಕರ ವಿನಂತಿ) |
| RE-0750 | 750 |
|
| 1.2 (ಅಥವಾ ಗ್ರಾಹಕರ ವಿನಂತಿ) |
| RE-0800 | 800 |
| La01-O>2+150 | 1.2 (ಅಥವಾ ಗ್ರಾಹಕರ ವಿನಂತಿ) |
| RE-0850 | 850 | <01 | or | 1.2 (ಅಥವಾ ಗ್ರಾಹಕರ ವಿನಂತಿ) |
| RE-0900 | 900 | ① 1 ಕ್ಕಿಂತ ಚಿಕ್ಕದಾಗಿದೆ | ಗ್ರಾಹಕರ ಅಗತ್ಯಗಳಿಗೆ ಅನುಗುಣವಾಗಿ ಕಸ್ಟಮೈಸ್ ಮಾಡಲಾಗಿದೆ | 1.2 (ಅಥವಾ ಗ್ರಾಹಕರ ವಿನಂತಿ) |
| RE-0950 | 950 |
| ಗ್ರಾಹಕರ ಕೋರಿಕೆ | 1.2 (ಅಥವಾ ಗ್ರಾಹಕರ ವಿನಂತಿ) |
| RE-1000 | 1000 |
|
| 1.5 (ಅಥವಾ ಗ್ರಾಹಕರ ವಿನಂತಿ) |
| RE-1100 | 1100 |
|
| 1.5 (ಅಥವಾ ಗ್ರಾಹಕರ ವಿನಂತಿ) |
| RE-1200 | 1200 |
|
| 1.5 (ಅಥವಾ ಗ್ರಾಹಕರ ವಿನಂತಿ) |
| RE-1300 | 1300 |
|
| 1.5 (ಅಥವಾ ಗ್ರಾಹಕರ ವಿನಂತಿ) |
| RE-1400 | 1400 |
|
| 1.5 (ಅಥವಾ ಗ್ರಾಹಕರ ವಿನಂತಿ) |
| RE-1500 | 1500 |
|
| 1.5 (ಅಥವಾ ಗ್ರಾಹಕರ ವಿನಂತಿ) |
| RE-1600 | 1600 |
|
| 1.5 (ಅಥವಾ ಗ್ರಾಹಕರ ವಿನಂತಿ) |
| RE-1700 | 1700 |
|
| 2.0 (ಅಥವಾ ಗ್ರಾಹಕರ ವಿನಂತಿ) |
| RE-1800 | 1800 |
|
| 2.0 (ಅಥವಾ ಗ್ರಾಹಕರ ವಿನಂತಿ) |
| RE-1900 | 1900 |
|
| 2.0 (ಅಥವಾ ಗ್ರಾಹಕರ ವಿನಂತಿ) |
| RE-2000 | 2000 |
|
| 2.0 (ಅಥವಾ ಗ್ರಾಹಕರ ವಿನಂತಿ) |
| RE-2500 | 2500 |
|
| 2.5 (ಅಥವಾ ಗ್ರಾಹಕರ ವಿನಂತಿ) |
| RE-3000 | 3000 |
|
| 2.5 (ಅಥವಾ ಗ್ರಾಹಕರ ವಿನಂತಿ) |
| RE-3600 | 3600 |
|
| 2.5 (ಅಥವಾ ಗ್ರಾಹಕರ ವಿನಂತಿ) |
ಸೂಚನೆ:
2000mm ಗಿಂತ ಹೆಚ್ಚಿನ ನಾಳದ ವ್ಯಾಸವು ವಿನಂತಿಯ ಮೇರೆಗೆ ಲಭ್ಯವಿದೆ.
ನಾಳದ ದಪ್ಪವನ್ನು SMACNA "ರೌಂಡ್ ಇಂಡಸ್ಟ್ರಿಯಲ್ ಡಕ್ಟ್ ನಿರ್ಮಾಣ ಮಾನದಂಡಗಳ ಮೇಲೆ ನಿರ್ಮಿಸಲಾಗಿದೆ** ತರಗತಿಗಳು 1 ಮತ್ತು 5 ಒತ್ತಡದಲ್ಲಿ -2500Pa (-10 in.wg) .ಮತ್ತು ಇದನ್ನು ಗ್ರಾಹಕರ ಕೋರಿಕೆಯಂತೆ ಬದಲಾಯಿಸಬಹುದು.
1. ಪೇಂಟ್ ಮಾಡಬೇಕಾದ ಗಾಳಿಯ ನಾಳದ ಭಾಗವನ್ನು (ಪೈಪ್ನ ಒಳಗಿನ ಫ್ಲೇಂಜ್ ಮೇಲ್ಮೈ ಸೇರಿದಂತೆ) ಮರಳು ಬ್ಲಾಸ್ಟ್ ಮಾಡಬೇಕು, ಮರಳು ಬ್ಲಾಸ್ಟಿಂಗ್ ಒರಟುತನವು 3.0 G/S76, 40μm ಅಥವಾ ಅದಕ್ಕಿಂತ ಹೆಚ್ಚಿನ ಒರಟುತನವನ್ನು ಪೂರೈಸಬೇಕು ಮತ್ತು ಉಳಿದಿರುವ ಮರಳಿನ ಕಣಗಳು ಮತ್ತು ಲೋಹದ ಧೂಳು ಹೊರಗೆ ಮರಳು ಬ್ಲಾಸ್ಟಿಂಗ್ ನಂತರ ಪೈಪ್ ಅನ್ನು ತೆಗೆದುಹಾಕಬೇಕು.ಡಕ್ಟ್ ವರ್ಕ್ಪೀಸ್ನ ಮೇಲ್ಮೈ ಸ್ವಚ್ಛವಾಗಿದೆಯೇ ಮತ್ತು ವರ್ಕ್ಪೀಸ್ ಅನ್ನು ಅಲ್ಯೂಮಿನಿಯಂ ಫಾಯಿಲ್ನಿಂದ ಮುಚ್ಚಲಾಗಿದೆಯೇ ಎಂಬುದನ್ನು ದೃಢೀಕರಿಸಿ.
2. ಪೈಪ್ ಫಿಟ್ಟಿಂಗ್ಗಳನ್ನು ಲೇಪನ ಕೋಣೆಗೆ ಎಳೆಯಿರಿ, ಪೇಂಟಿಂಗ್ ಪ್ರಾರಂಭಿಸಿ, ಸ್ಥಾಯೀವಿದ್ಯುತ್ತಿನ ಪುಡಿ ಲೇಪನ ಯಂತ್ರ ಮತ್ತು ವಿಸ್ತೃತ ಸ್ಪ್ರೇ ಗನ್ ಟ್ಯೂಬ್ನೊಂದಿಗೆ ಸಿಂಪಡಿಸಿ, 15-20 ನಿಮಿಷಗಳ ಕಾಲ ಕಚ್ಚಾ ವಸ್ತುಗಳ ಗುಣಲಕ್ಷಣಗಳಿಗೆ ಅನುಗುಣವಾಗಿ ಸಿಂಟರ್ ಮಾಡುವ ಸಮಯವನ್ನು ಮಧ್ಯಮವಾಗಿ ಹೊಂದಿಸಿ ಮತ್ತು ಸಿಂಟರ್ ಮಾಡುವ ತಾಪಮಾನದ ವ್ಯಾಪ್ತಿಯು 285°~300°C.
3.100% ಒಟ್ಟು ಗುಣಮಟ್ಟದ ತಪಾಸಣೆ (ಫಿಲ್ಮ್ ದಪ್ಪ ಪತ್ತೆ, ಪಿನ್ಹೋಲ್ ಪತ್ತೆ), ಲೇಪನ ಫಿಲ್ಮ್ ದಪ್ಪವನ್ನು ಪತ್ತೆಹಚ್ಚಲು ಫಿಲ್ಮ್ ದಪ್ಪ ಪರೀಕ್ಷಕ.ಫಿಲ್ಮ್ ದಪ್ಪವು 260± 30 μm ಆಗಿದೆ.ಲೇಪನವು ಪಿನ್ಹೋಲ್ಗಳನ್ನು ಹೊಂದಿದೆಯೇ ಎಂದು ಕಂಡುಹಿಡಿಯಲು ಪಿನ್ಹೋಲ್ ಡಿಟೆಕ್ಟರ್ ಅನ್ನು ಬಳಸಲಾಗುತ್ತದೆ.ಸ್ಟ್ಯಾಂಡರ್ಡ್ ಡಿಟೆಕ್ಷನ್ ವೋಲ್ಟೇಜ್ ಅನ್ನು 2.5KV ಗೆ ಹೊಂದಿಸಿ, ಸೂಜಿಗಳು ದುರಸ್ತಿ ಅಥವಾ ಪುನಃ ಕೆಲಸ ಮಾಡಬೇಕಾದರೆ.ಗುಣಮಟ್ಟದ ತಪಾಸಣೆಯ ನಂತರ ಫಿಲ್ಮ್ ದಪ್ಪ ಮತ್ತು ಪಿನ್ಹೋಲ್ ಪರೀಕ್ಷೆಯ ಫಲಿತಾಂಶಗಳನ್ನು "ಡಕ್ಟ್ ಕೋಟಂಗ್ ಕ್ವಾಲಿಟಿ ಇನ್ಸ್ಪೆಕ್ಷನ್ ಫಾರ್ಮ್" ನಲ್ಲಿ ದಾಖಲಿಸಬೇಕು.
4.2000mm ಮೇಲೆ ನಾಳದ ವ್ಯಾಸವು ವಿನಂತಿಯ ಮೇರೆಗೆ ಲಭ್ಯವಿದೆ.ನಾಳದ ದಪ್ಪವನ್ನು SMACNA ಮೇಲೆ ನಿರ್ಮಿಸಲಾಗಿದೆ.ಮತ್ತು ಇದನ್ನು ಗ್ರಾಹಕರ ಕೋರಿಕೆಯಂತೆ ಬದಲಾಯಿಸಬಹುದು.









